GCode
GCode obecně
- G-Code = GCode = gcode = GCODE
- Jazyk pro ovládání CNC zařízení
- Po seriové lince jsou posílány příkazy v textové podobě
- Detailní popis na RepRap wiki
Příklad:
G92 E0 G28 G1 F1500.0*82 G1 X2.0 Y2.0 F3000.0*85 G1 X3.0 Y3.0*33
Základní kategorie příkazů
- Gnn - Standardní GCode příkaz
- pohyb na určité místo - G0,G1
- nastavení pozice - G92
- nastavení jednotek - G20,G21
- Mnn - RepRap-defined příkaz
- zastavení, uspání tiskárny
- přístup na SD kartu
- zapnutí/vypnutí chlazení
- atd.
- Tnn - Select tool
- Výběr nástroje - například výměna extruderu
Buffered/UNbuffered příkazy
Po přijetí každého příkazu elektronikou je odesláno potvrzení, že byl příkaz proveden/správně přijat.
Buffered
Příkazy jsou okamžitě označovány za potvrzené/provedené a uloženy v lokální paměti zařízení (závisí na elektronice kolik příkazů se vejde do paměti). Vzniká tedy prodleva mezi tím co ukazuje ovládací software a co tiskárna skutečně dělá za příkaz. Zástupci:
- G0 - Rapid move
- G1 - Controlled move
- G28 - Move to Origin
- G29-G32 - Z-Probe Ukázka
UnBuffered
Příkazy jsou přijaty elektronikou, ale nejsou potvrzeny dokud nejsou provedeny tiskárnou.
Zástupci jsou hlavně M a T příkazy.
Příklad:
M106 ;zapnuti vetraku M99 ;reset tiskarny
Ukázka
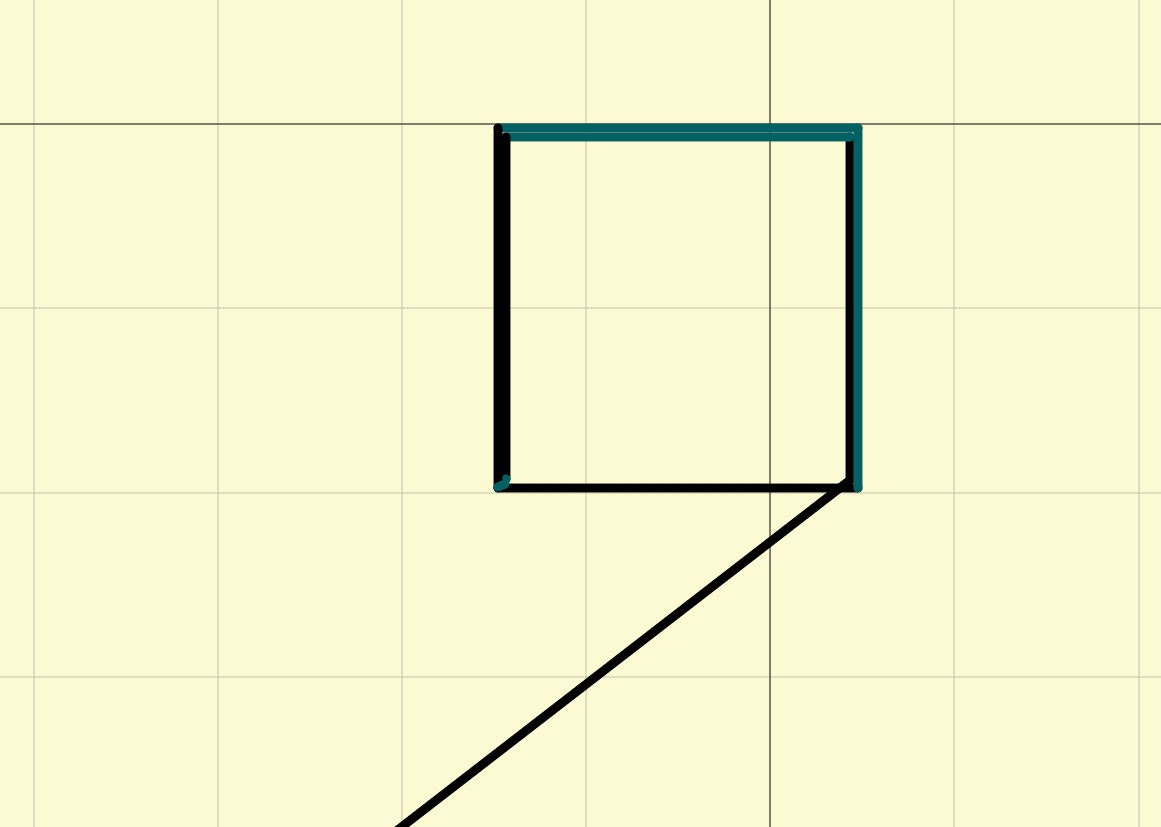
G1 X104.322 Y80.678 F1365.000 E0.28619 ; perimeter G1 X104.322 Y99.322 E0.28618 ; perimeter G1 X85.678 Y99.322 E0.28618 ; perimeter G1 X85.678 Y80.746 E0.28514 ; perimeter G1 X85.226 Y80.226 F7800.000 ; move to first perimeter point G1 X104.774 Y80.226 F955.500 E0.30006 ; perimeter G1 X104.774 Y99.774 E0.30006 ; perimeter G1 X85.226 Y99.774 E0.30006 ; perimeter G1 X85.226 Y80.294 E0.29902 ; perimeter G1 X85.618 Y80.452 F7800.000 ; move inwards before travel
Prohlížení
GCode můžete prohlížet v programu Pronterface. Po spuštění zvolte z horního panelu Load file a zvolte požadovaný .gcode soubor. Až se načte, klepněte do části uprostřed. Pokud máte zapnuté 3D zobrazení, musíte použít dvojklik.